Stempelformer av metall

Kort beskrivelse:
Stempling av metall er et slags verktøy og utstyr for stempling av metalldeler. Det har fordelene med høy produksjonseffektivitet og kort produksjonssyklus. Det brukes ofte i masseproduksjon.
Stempelform i metall(Metal stamping die) er et slags spesielt prosessutstyr som behandler materialer (metall eller ikke-metall) til deler (eller halvfabrikata) i kaldstempelingsprosess. Det kalles kaldstempelform (ofte kjent som kaldstempelform). Stempling av støpeform er en kaldbearbeidende støpeform. Ved romtemperatur brukes matrisen som er installert på pressen for å utøve trykk på materialet for å produsere separasjon eller plastisk deformasjon for å oppnå de nødvendige delene.
Stempling av metalldeler utgjør en stor andel av metalldeler, for eksempel datamaskinkasse, aluminiumsskall, utstyrsdeksel, verktøykasse, beholder, brakett, elektronisk skjolddeksel, ledningsterminal og så videre. Stempelstans er en slags masseproduksjonsform, som har mange former. Stemplingsmatriser klassifiseres vanligvis i henhold til prosessegenskaper og formkonstruksjon

Klassifisering etter prosessegenskaper
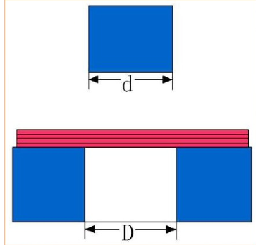
(1) (1) Blankform er en dyse som brukes til å skille materialer langs lukkede eller åpne konturer. Slik som blanking die, punching die, cutting die og så videre.
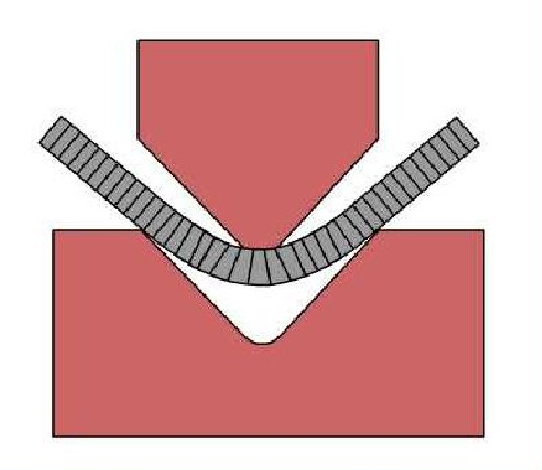
(2) Bøyedysen får emnet eller annet emne til å produsere bøyedeformasjon langs den rette linjen (bøyekurve) for å oppnå en viss vinkel og form på arbeidsstykkformen.
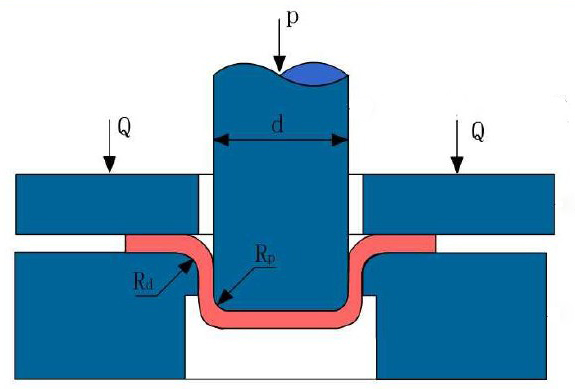
(3) Tegningsform er en dyse som kan gjøre tom i åpen hul del eller få hul del til å endre form og størrelse ytterligere.
(4) Formingsmatrisen er en slags form som direkte kan kopiere det blanke eller halvferdige arbeidsstykket i henhold til formen på stansen og matrisen, mens selve materialet bare produserer lokal plastisk deformasjon. Slik som bulging die, necking die, expanding die, rolling forming die, flanging die, shaping die, etc.
(5) Nitteform er å bruke ekstern kraft for å få delene til å bli sammen eller fanget i en bestemt rekkefølge og måte, og deretter danne en helhet.
Punching die
Tegning dør
Bøying dør
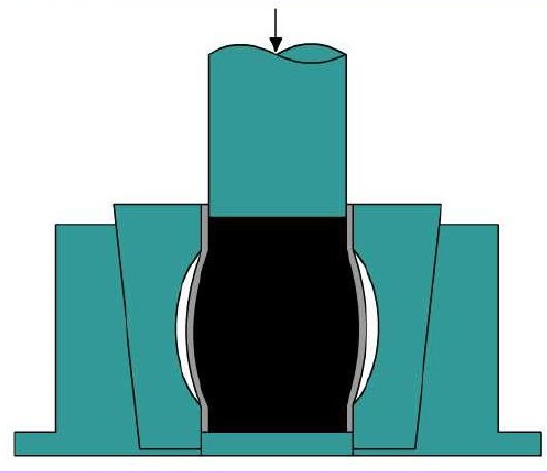
Utbulende dø
Klassifisering etter kombinasjonsnivå for drift
(1) Enkel dør (scenedø)
I ett pressetrykk er bare en stempleprosess fullført.
Det er bare en arbeidsstasjon og én arbeidsprosedyre for en enkelt arbeidsprosedyre. Det kan deles i blanking dør, bøying dør, tegning dør, snu dør og forming dør.
Dysefremstillingen er enkel og kostnadene ved døfremstillingen er lave. Den er egnet for produksjon av deler med enkel struktur og lav ytelse. Lav produksjonseffektivitet og høye produksjonskostnader.
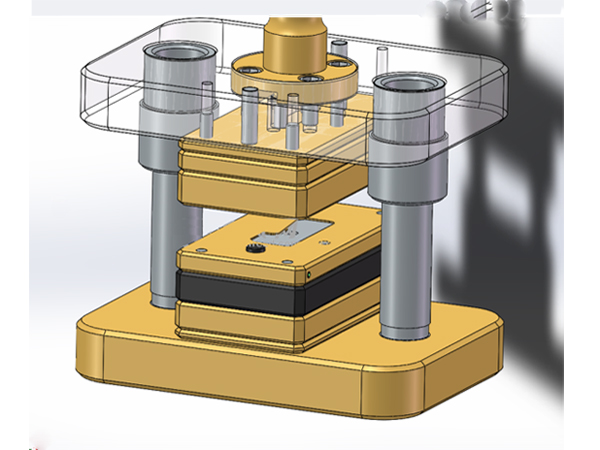
(2) sammensatt stempling dør (gjeng dør)
En dyse med bare en arbeidsstilling, som fullfører to eller flere stempleprosesser i samme arbeidsstilling i ett presseslag.
Den sammensatte dyse er egnet for å lage metalldeler med kompleks struktur og høy posisjonsnøyaktighet. Formen er kompleks og presis, og kostnadene ved å lage formen er høye.
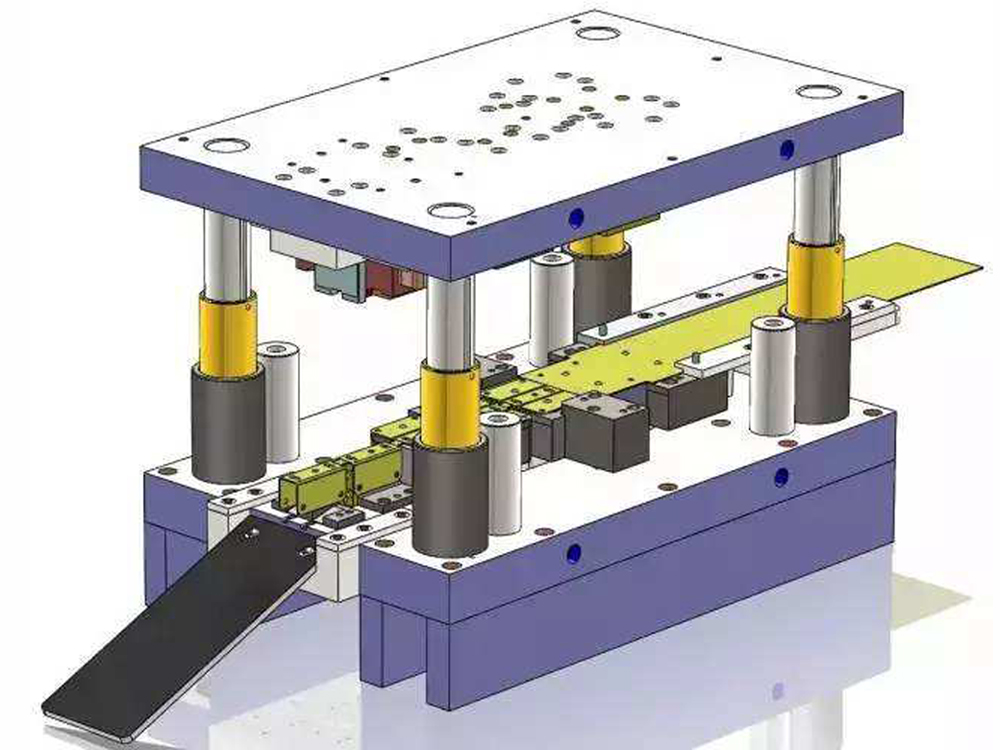
(3) Progressiv stempling dør (også kalt kontinuerlig dø mold)
I matingsretningen til emnet er det to eller flere stasjoner. I ett pressetrykk fullføres to eller flere stemplingsprosesser i forskjellige stasjoner en etter en.
Funksjonene til progressive dø er som følger:
A. Høy produksjonseffektivitet: progressiv dør kan fullføre stempling, flensing, bøying, tegning, tredimensjonal forming og montering av komplekse deler, og reduserer mellomoverføring og gjentatt posisjonering. Videre påvirker ikke økningen av antall stasjoner produksjonseffektiviteten, og den kan lage svært små presisjonsdeler. Enkel å automatisere produksjonen.
B. Lav produksjonskostnad: produksjonseffektiviteten til progressiv dør er høy, antall presser er lite, antall operatører og verkstedområde er lite, noe som reduserer lagring og transport av halvfabrikata, så den omfattende produksjonskostnaden på produktdelene er ikke høye.
Lang levetid for mold: komplekse indre og ytre former kan deles inn i enkle hann- og hunnformer, som kan kuttes trinn for trinn. Arbeidsprosedyren kan være spredt på flere stasjoner, og rommet kan settes i området der arbeidsprosedyren er konsentrert, for å unngå problemet med for liten veggtykkelse for hann- og kvinnedø, endre stresstilstanden til hann og hunn dør, og forbedrer døstyrken. I tillegg bruker den progressive dyse også utløpsplaten som stempelføringsplate, noe som er veldig gunstig for å forbedre matrisenes levetid.
D. Høye produksjonskostnader for mold: progressiv dyse har høye produksjonskostnader på grunn av sin komplekse struktur, høy produksjonsnøyaktighet, lange syklus og lave materialutnyttelse. Søknad: den er egnet for masseproduksjon av liten og middels størrelse med kompleks struktur.
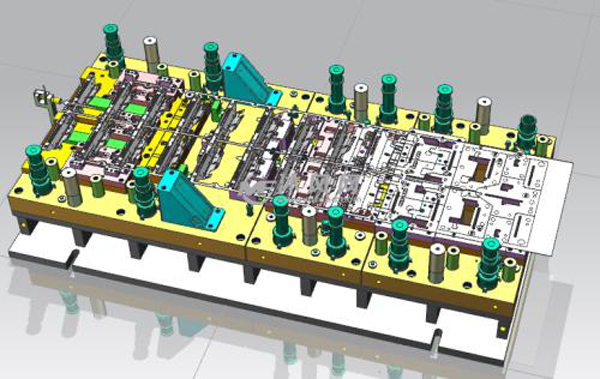
Progressiv dø
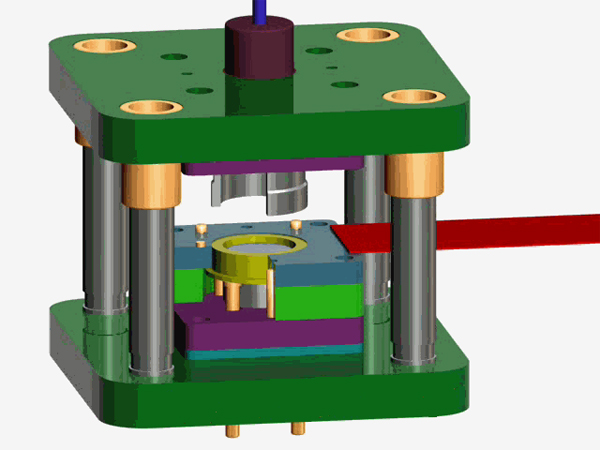
(4) Overføringsstempelform (overføringsform med flere posisjoner):
den integrerer egenskapene til en-prosess stempling mold og progressiv stempling mold. Ved å bruke manipulatoroverføringssystemet kan det realisere rask overføring av produkter i formen. Det kan forbedre produksjonseffektiviteten til produkter, redusere produksjonskostnadene for produkter, spare materialkostnadene, og kvaliteten er stabil og pålitelig. Den inneholder følgende funksjoner:
A. Brukes på stasjonsmaskinen med flere stasjoner.
B. Hver stasjon er en komplett engineering mold, fullføre en bestemt prosess, kalt sub mold. Det er noen sammenhenger mellom underformer. Hver underform kan justeres uavhengig uten å påvirke de fremre og bakre underformene.
C. Overføringen av deler mellom underformer skjer ved manipulator. Multiposisjonsoverføringsformen er egnet for automatisk produksjon og datamaskint intelligent gjenkjenning og styring. Den brukes til produksjon av deler med høy presisjon, høy kvalitet og kompleks struktur.
Påføring av støpeformer:
(1). Elektroniske produkter og kommunikasjonsprodukter;
(2). Kontorutstyr;
(3). Reservedeler til biler;
(4). Husholdningsapparater;
(5) .Elektrisk utstyr;
(6). Medisinsk og miljøvern;
(7). Industrielle anlegg;
(8). Kunstig intelligens;
(9). Transport;
(10). Byggematerialer, utstyr og verktøy for kjøkken og toalett;





