Dobbel sprøytestøping

Kort beskrivelse:
Dobbel sprøytestøping er en plaststøpeprosess der to sett med former samtidig injiseres på den samme injeksjonsmaskinen for å danne en del av to forskjellige plastmaterialer.
Dobbel sprøytestøping (kalles også dobbel skuddstøping, tofarget injeksjon).
Dobbel sprøytestøping er en plaststøpeprosess der to sett med former samtidig injiseres på samme injeksjonsmaskin for å danne en del av to forskjellige plastmaterialer. Noen ganger har de to materialene forskjellige farger, noen ganger har de to forskjellige hardhet og mykhet, og oppnår de nødvendige mekaniske egenskapene og estetikken til produktet.
Påføring av dobbel injeksjon plast mold og deler
Plastdelene som er produsert gjennom dobbel injeksjonsstøping, har blitt brukt mye i elektroniske produkter, elektriske verktøy, medisinske produkter, husholdningsapparater, leker og nesten alle andre plastfelt. Produksjon og støping av tofargede former, så vel som forskning og utvikling av tofargede sprøytestøpemaskiner og råmaterialer for dobbelfarget sprøytestøping har også utviklet seg raskt.
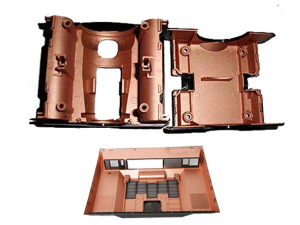
Vis tilfelle av deler med dobbelt injeksjon
To forskjellige typer plast brukes, og plastproduktene som tydelig kan skilles mellom de to typer plast kalles dobbeltinjiserende deler.
Hva er fordelen med dobbel sprøytestøping?
Sammenlignet med tradisjonell sprøytestøping, har to-material co-formsprøytingsprosessen følgende fordeler:
1. De indre og ytre lagene av delene adopterer forskjellige materialer med forskjellige egenskaper, for eksempel de med god styrke i det indre laget og de med farge eller korn på den ytre overflaten, for å oppnå omfattende ytelse og utseende.
2. Materiell myk-hard koordinering: Hoveddelen av en del bruker harde materialer, monteringsmatchende overflate ved bruk av elastisk myk harpiks (TPU, TPE) kan spille en veldig god forseglingseffekt på produktet, for eksempel vanntett, støvtett.
3. I henhold til forskjellige bruksegenskaper, slik som overflatelaget av tunge deler bruker myk plastharpiks, kan kroppen eller kjernen til delen bruke hard plastharpiks eller skumplast kan redusere vekten.
4. Kjernematerialer av lav kvalitet kan brukes til å redusere kostnadene.
5. Kjernematerialet til deler kan bruke dyre og spesielle overflateegenskaper, for eksempel anti-elektromagnetisk interferens, høy ledningsevne og andre materialer for å øke produktytelsen.
5. Overflaten eller kjernen til deler kan være laget av dyre materialer med spesielle egenskaper, for eksempel anti-elektromagnetisk interferens, høy ledningsevne og andre materialer for å øke produktets ytelse.
6. Riktig blanding av kortikale og kjernematerialer kan redusere restspenningen, øke komponentenes mekaniske styrke eller overflateegenskaper.
7. Sammenlignet med overmolding har den store fordeler i kvalitet, pris og produktivitet.
Mangelen ved dobbel sprøytestøping
1. Det er nødvendig å investere i kjøp av dobbel-injeksjonsstøpemaskin.
2. Matchingen av dobbelinjiseringsformer krever presisjon: de bakre formene har de samme kravene. Når produktet har endringer i design, må begge formene gjøre de samme endringene for å sikre det samme. Dette gir arbeidsbelastning for vedlikehold av matrisen.
3. Dobbel sprøytestøpemaskin er at to par støpeformer deler plass og kraft til den samme sprøytestøpemaskinen, slik at store produkter ikke kan injiseres.
Forskjellen mellom dobbel injeksjonsstøpeprosess og overmoldingsprosess
Dobbel sprøytestøping og overforming er begge sekundær sprøytestøping, men de er ganske forskjellige.
1. Overforming prosessformer, også kjent som sekundær støping, utføres på vanlige sprøytestøpemaskiner. Produktet er dannet i to trinn. Etter at produktet er fjernet fra ett sett med former, settes det i et annet sett med former for den andre sprøytestøpingen. Derfor brukes vanlig sprøytestøpemaskin til overmoldingsprosess.
2. Dobbel sprøytestøping er at to typer plastmaterialer injiseres på samme sprøytestøpemaskin, og danner to ganger, men produktet kommer bare ut en gang. Generelt kalles denne typen støpeprosess også sprøytestøping med dobbelt materiale, som vanligvis fullføres av to sett med støpeformer og krever en spesiell støpemaskin med dobbel injeksjon.
3. Dobbel sprøytestøping er en kontinuerlig produksjonsmåte. Den har ingen operasjoner med å ta ut og plassere deler i midten, sparer tid og feil ved å plassere deler, reduserer hastigheten på dårlig produksjon og forbedrer produktkvaliteten og produksjonseffektiviteten betydelig sammenlignet med overmoldingsprosessen.
4. Overmoldingsprosess er egnet for sprøytestøping av produkter med lave kvalitetskrav og små bestillinger. Begrenset av spesifikasjonene til dobbel-injeksjonsstøpemaskin, er den vanligvis ikke egnet for sprøytestøping av større deler.
5. De to fremre formene til dobbeltinnsprøytningsformene må være identiske, og innkapslingsformene har ikke dette kravet. Derfor er presisjonen og kostnaden for de doble injeksjonsformene høyere enn for de innkapslede injeksjonsformene.
Tips for dobbel injeksjon molding prosess:
1. I prosessen med dobbelinjeksjonsforming er det de fire essensielle elementene: dobbelinjeksjonsstøpemaskin, dobbelinjeksjonsform, passende plastmateriale og rimelig deledesign.
2. Materialvalg av myk og hard gummi dobbel injeksjonsstøping. Det må være en viss temperaturforskjell mellom smeltepunktet for to typer materialer for tofarges sprøytestøping. Generelt anbefales det at smeltepunktet for det første injeksjonsmaterialet er høyere enn det for det andre injeksjonsmaterialet, og at smeltepunktet for det første injeksjonsmaterialet er høyere enn det for det andre injeksjonsmaterialet.
3. Injeksjonssekvens av gjennomsiktige og ikke-gjennomsiktige materialer: det første skuddet er laget av ikke-gjennomsiktige materialer, og det andre skuddet er laget av gjennomsiktige materialer. For eksempel er ikke-gjennomsiktige materialer vanligvis PC med høy materialtemperatur, og PMMA eller PC brukes til det andre gjennomsiktige materialet. PC-en må beskyttes ved å spraye UV. PMMA kan velge UV eller herding. Hvis det er tegn på overflaten, må den velge UV.
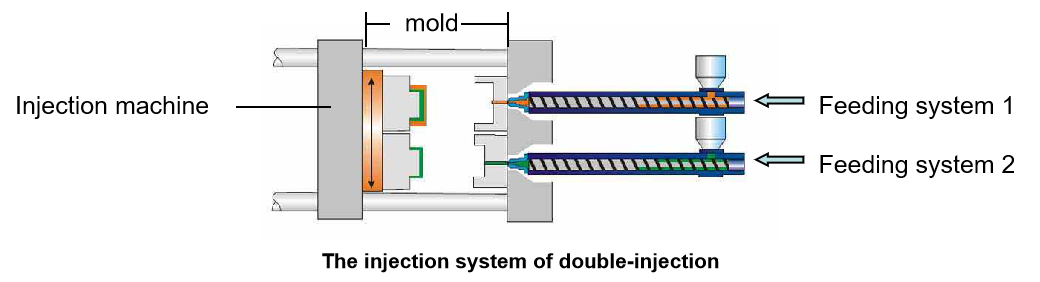
Hva er støpemaskin med dobbel injeksjon?
Injeksjonsstøpemaskinen med to tønner og injeksjonssystem og posisjonskonverteringsmekanisme av mold kalles dobbeltinjeksjonsstøpemaskin, som brukes til dobbelfarget sprøytestøping. Sprøytestøpemaskiner har vanligvis to typer: parallell sprøytestøpemaskin med sprøyteskrue og vertikal sprøytestøpemaskin med sprøyte skrue.

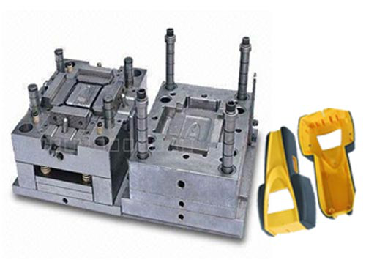
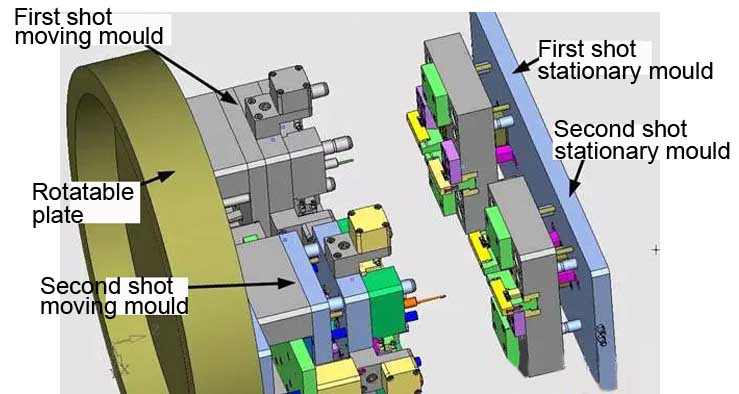
Hva er dobbelinjeksjonsform?
Formen som injiserer to typer plast i rekkefølge og produserer tofargede produkter kalles tofarget mold. To-fargede injeksjonsformer er vanligvis to sett med støpeformer for en del, tilsvarende henholdsvis første og andre bilder. Den bakre matrisen (hanndøen) til de to dørene er den samme, men den fremre døren (kvinnedøren) er forskjellig.
Dobbelinjiseringsformer må installeres på dobbelinjiserende støpemaskin for å produsere normalt.
Tips i utformingen av dobbelinjiseringsformer
1. Formkjerne og hulrom
Den formende delen av dobbelinjeksjonsformen er i utgangspunktet den samme som den for den generelle injeksjonsformen. Forskjellen er at stansen av injeksjonsformen i to stillinger skal betraktes som den samme, og den konkave formen skal samarbeide godt med de to slagene. Vanligvis er denne typen plastdeler mindre.
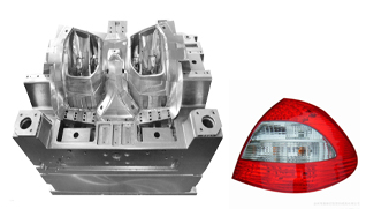
ET DOBBELT INJEKSJONSMULLER
2. Utkastingsmekanisme
Siden de tofargede plastdelene bare kan formes etter den andre injeksjonen, vil ikke avformingsmekanismen på den primære injeksjonsenheten fungere. For horisontal roterende injeksjonsmaskin kan utstøtningsmekanismen til injeksjonsmaskinen brukes til utkasting. For vertikal roterende injeksjonsmaskin kan ikke utkastemekanismen til injeksjonsmaskinen brukes. Hydraulisk utkast utkast utkast utkast mekanisme kan settes på rotasjonsbordet.
3. Gating System
Fordi det er en dobbel injeksjonsstøping, er inngangssystemet delt inn i et enkelt injeksjonssystem og et sekundært injeksjonssystem, som er henholdsvis fra to injeksjonsstøpeanordninger.
4, Konsistens av støpebaser Fordi dobbelinjeksjonsstøpemetoden er spesiell, må den samarbeide og koordinere med hverandre, slik at størrelsen og presisjonen til de to par dørstyringsenhetene skal være konsistente. For horisontale roterende sprøytestøpeformer, bør lukehøyden på formene være den samme, og midten av de to formene skal ha samme roterende radius, og forskjellen er 180. For en vertikalt roterende sprøytestøpemaskin, to par støpeformer skal være på samme akse.
Utvikling av dobbelinjeksjonsstøping
Fra egenskapene og bruksområdene til flerfarget sprøytestøping og dobbeltmateriale samsprøytestøping, kan det sees at det vil være en tendens til gradvis å erstatte den tradisjonelle sprøytestøpeprosessen i fremtiden. Innovativ sprøytestøpingsteknologi forbedrer ikke bare presisjonen i sprøytestøpeprosessen, men åpner også feltet for sprøytestøpeprosess. Innovativt utstøtningsutstyr og prosesser er tilstrekkelig for å møte den økende etterspørselen etter diversifiserte produkter av høy kvalitet og høy verdiøkning.
Mestech tilbyr dobbel injeksjonsforming på bilvesker, håndholdte utstyrsskaller, høyttalerkabinetter, nøkkelknapper, håndtak og andre tofargede eller to materialprodukter i mange år, vennligst kontakt oss hvis du har behov.